My Hendey lathe has always had a good bit of gear noise when the powered feed is engaged. On the left end of the lathe, is a series of gears which connect the spindle to the quick change gear box. A while back, when I investigated the noise, I found that one gear was responsible for most of the noise. This gear is called the sector gear in the Hendey manual. I’ve highlighted this gear, technically two separate gears locked together, with a green arrow in the picture below. (This picture is from when I was cleaning up my lathe which is why parts are missing. I couldn’t get a good current picture as my lathe is up against a wall at this end.)

The sector gear is an assembly of two separate cast iron gears that sit on a brass hub. This assembly spins on a steel piece called the sector stud which is in the middle of the following picture.

I’d noticed that the gear ran loosely on the stud but wasn’t sure how to fix it back then. So, I left it alone, well maybe forgot about it, as it ran ok but was noisy.
Eventually, I decided to fix it. I took the gear off the stud and found there was about 0.015″ clearance between the two. The shaft is 11/16″ (0.6875″) and the brass part had worn away to a bit over 0.7″. I determined I’d need to bore the brass part out, press in a new piece, and bore that to 0.001″ over the diameter of the stud. I looked on McMaster and found that there were some oil embedded bronze sleeve bushings with an ID of 11/16″ and an OD of 13/16″. I decided that these would be much easier to use than the method I’d come up with previously. There wasn’t a bushing that was long enough to run the entire length of gear and I thought I could use two bushings end to end.
To start, I held the piece in the 4 jaw chuck, centered it, and proceeded to start boring.

To ensure that the bore was the desired size and had no taper, I picked up a used 13/16″ reamer.

The reamer performed well and I was able to press in the bronze bushings.

It was about this time that I started running into trouble. I removed the sector stud from the machine and found that my gear didn’t fully fit on it. I took more measurements and found that a bushing that I hadn’t pressed fit fine. I also discovered that the gear seemed to be hanging up where the two bushings were pressed together. I’d assumed that this wouldn’t be a problem but I guess tolerances stacked up against me. I mounted the sector stud between centers on my other lathe to lightly polish the stud as there were some ridges in it and I thought it might help. I found out pretty quickly that the stud didn’t run true at all. I wonder why….Oh…It’s cracked. Once I looked at it closely, I discovered there was a large crack which ran from the side of the wide flange to the base of one of the flattened sides (left of the flange in the picture).

I’m not sure where the crack or the wear on the brass hub came from. A lack of oiling could have caused the wear. It’s also possible that the bend could have caused the wear. The gears don’t look bad for being 100 years old and there’s no missing teeth though a few show heavy wear at the ends. Either way I’d need to make a new stud.
The flange on the stud is a bit under 1.5″ in diameter but the steel I had on hand was around 2″ in diameter. I started by whittling it down on the Hendey so I could move over to the Hardinge and hold the piece in a collet.

Once on the other lathe, I proceeded to remove a lot more material to reduce the diameter to 11/16″. I turned the end down to a little less that 0.5″ so I could thread it.

I then flipped the piece over and proceeded to turn the other side down to 13/16″ and finalize the thickness of the flange. Normally, you wouldn’t want to take a part out of the lathe and flip it around to work on the other side. Doing so can throw off the central axis of each portion and the angle between each portion might vary as well. I decided to make it this way since this part is fixed and doesn’t rotate. It also has a lot of adjustment where it fits on the machine. My collets also do a good job of holding pieces straight so I’m not concerned about angular misalignment.

The next step required going to the mill and cutting the slot shown in picture two. At this point I slightly changed the design. The part is oiled via the slot in the flange which allows oil to travel down into the horizontal portion of the slot. This slot is open on the end which does help oil the end of the brass part of the sector gear. I think it also allows the oil to just run through the part and drip out. Due to this, I didn’t run the slot all the way to the end on my part. I know it’s me versus the engineers at Hendey who made a part that still functioned after 100 years. So, I might be wrong. As a result, I’m going to keep an eye on it to see how it does. If I end up changing my mind I can always extend the slot to the end.
I supported the piece from both sides with a collet block and my angle plate. My slot is also a smidge wider since this was the closest cutter that I had.

Then I flipped it over to mill the flats onto the larger portion. Aligning the part was as little troublesome. Eventually, I placed a piece of 3/16″ square stock into the slot and indicated off of it.

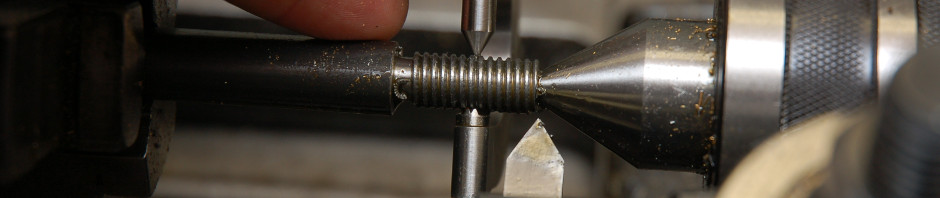
After the milling operations were completed, I placed the part back in the lathe and turned the end down so I could thread it also.

Below is a comparison of the old stud (on bottom) compared with my new one (on top). The old one had some numbers and letters stamped in it which I’d guess is a part number. I didn’t attempt to duplicate it though. I doubt the next guy would have any better luck ordering replacement parts than I did.

I ended up using an adjustable reamer to fix the issue I was having getting the gear on the stud. As expected, only a little bit of bushing material had to be removed to get a good fit. After that I put the parts back on the lathe and adjusted the clearance on the gears.

Once I turned the lathe on I engaged the feed and was rewarded with a quieter running lathe. It might also run a little smoother but I’ll have to use the lathe some more to find out. Another item marked off the list!




























































































